![[value:name/]](/storage/images/20230315/20230315114507_24005.gif)

最新资讯
INFORMATION咨询热线
400-0724-200电话:+400-0724-200
传真:+0769-27226822
邮箱:4000724200#B.QQ.COM
关于机床产品进口归类浅析
机床(machine tool),又被称为工作母机,统指那些能够制造机器的机器。广义上的机床分为两类:机床(狭义)和车床。在《进出口税则》中,此类商品囊括了84.56-84.66共11个税目的资源,在国际贸易中属于相当重要的一类商品,博裕机械进口报关行对机床产品的归类原则进行简单的归纳整理。
1、机床、车床
车床是历史最悠久的机床种类,是指用车刀在工件上加工旋转表面的机床(广义的)。其特点是工件做旋转运动,工具(车刀)做进给(直线)运动。

图一:车削示意图
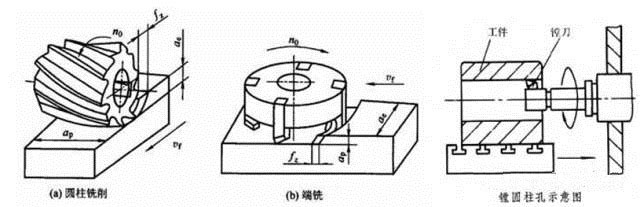
机床(狭义)分为切削机床和非切削机床,切削机床包括除车削以外的钻、铣、镗、磨、拉等一系列加工,其特点是工具(各种刀)做旋转运动,工件进给(直线)运动。而非切削机床则包括锻、冲、拉拔、滚压等加工。
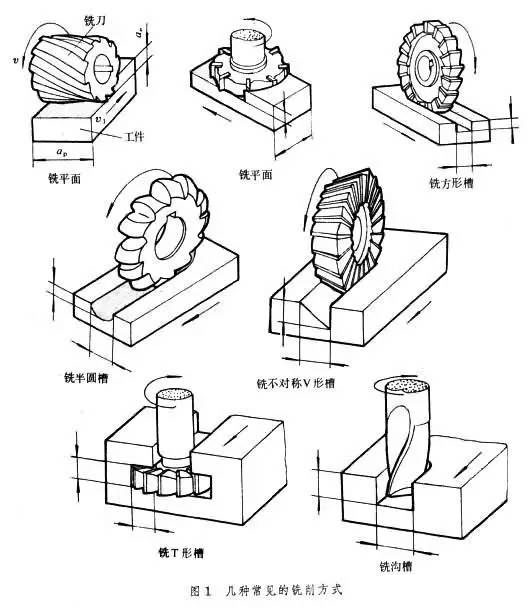
图二:各类铣削示意图
2、立式、卧式、龙门式
上述名词描述的是机床硬件结构的布设方式。
立式指的是主轴垂直于水平面布置;
卧式指的是主轴平行于水平面布置;
龙门式的特点是床身水平布置,刀具装在横梁上或立柱上,由左右两立柱(或墙体)和连接梁(或横梁)构成一个门架(即所谓的“龙门”)。
需特别指出的是:车床的主轴指的是工件轴,而其他切削机床的主轴指的是工具轴(即旋转轴),两者有本质差别。
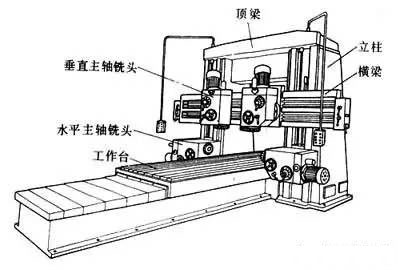
图三:龙门机床的“龙门”结构,包括横梁和立柱
3、数控、程控
数控机床是用以数控装置为核心建立的数控系统进行控制的机床,包括CNC(计算机数控)或NC(数控)机床。
程控机床是指以PLC作为控制器运行的机床。
数控装置的判定标准请参考本公众号之前的文章(“切记!数控装置≠数字式控制装置”)。
4、加工对象
指机床所加工工件的材质,其范围非常广泛,包括但不仅限于下列几种:金属、金属陶瓷、石料、陶瓷、混凝土、玻璃、木材、硬质橡胶、硬质塑料。
5、附件、零件
同样作为机床的一部分,附件是用于扩大机床的加工性能和使用范围的附属装置,包括了各种夹具、分度头等。
而零件是构成机床功能必不可少的部分。
在进出口的归类实践中,多数机床税号的设置规则就是将上述名词排列组合,形成一个“偏正结构”的短语来建立机床产品的税号架构,无非设置的条件多和少而已。比如8458.1100“切削金属的数控卧式车床”和8461.4011“切削金属陶瓷的数控齿轮磨床”。
二、具体税目商品分布介绍
1
84.56
用激光、其他光、光子束、超声波、放电、电化学法、电子束、离子束或等离子弧处理各种材料的加工机床;水射流切割机
本税目的机床对加工对象、控制方式、硬件结构没有限定要求,但是加工方式仅限于税目条文中标明的几种,都是一些不采用实体刀具的特种加工机床。
2
84.57
加工金属的加工中心、单工位组合机床及多工位组合机床
本税目仅适用于可对单一工件完成不同形式机械操作之一的金属加工机床(车削中心除外),即能进行多种形式的加工是本税目商品的统一特征。此外每种机床还带有各自不同的特点:
加工中心:能按照机械加工程序从刀具库或类似装置中自动更换刀具;
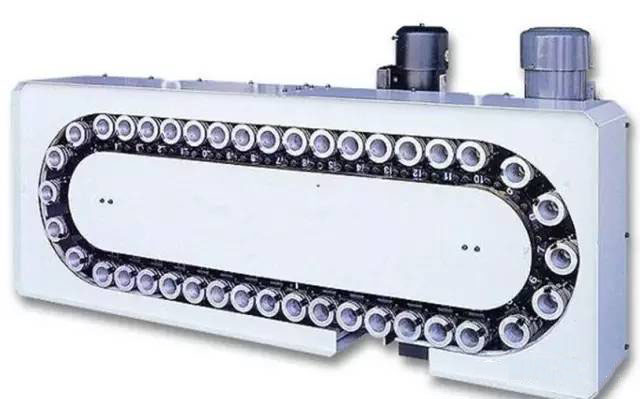
图四:加工中心的链式刀库
单工位组合机床:能同时或顺序地自动使用不同的动力头对固定不动的工件进行加工;
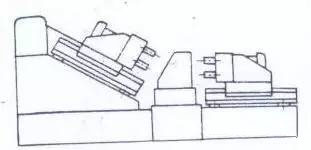
图五:工件不动,2组动力头
多工位组合机床:能自动将工件送向不同的动力头。
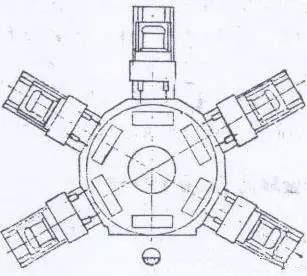
图六:工件能移动到5个工位,5组动力头
3
84.58
切削金属的车床(包括车削中心)
本税目涵盖了所有处理金属的车床和车削中心。
车削中心是指配有动力驱动刀具装置,并使夹持工件主轴具有围绕其轴线定位能力的数控车床。他既能进行车加工,还能使工件固定并使用动力驱动刀具(所谓的动力头)对工件进行除车以外的铣/钻/镗等其他切削加工,由于此类商品以车为主,并没有增加额外的旋转工具轴,故其他刀具必须自带旋转动力,整体仍属于车床的范畴。
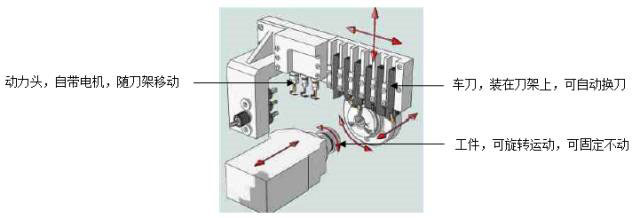
图七:典型的车削中心配置
4
84.59
切削金属的钻床、镗床、铣床、攻丝机床(包括直线移动式动力头机床),但品目84.58的车床(包括车削中心)除外
本税目的机床加工对象为金属,对控制方式、硬件结构的要求体现在具体子目和税号中,但是加工方式仅限于税目条文中标明的几种。
本税目包含了一种能进行两种加工的机床:镗铣机床。虽然镗铣机床能进行镗和铣两种加工工艺,但由于两者极其相似(铣削在工件表面切削而镗削在工件内径切削或扩孔),刀具甚至可以通用,因此镗铣机床(没有刀库不能自动换刀)没有归入税目84.57而仍留在了税目85.49。
图八:两种铣削和一种镗削的位置对比
5
84.60
料或抛光材料对金属或金属陶瓷进行去毛刺、刃磨、磨削、珩磨、研磨、抛光或其他精加工的机床,但品目84.61的切齿机、齿轮磨床或齿轮精加工机床除外
本税目的机床加工对象为金属或金属陶瓷,对控制方式、硬件结构的要求体现在具体子目和税号中,但是加工方式仅限于税目条文中标明的几种。
本税目项下部分磨床要求申报“每一坐标定位精度”来确定具体的税号,此处的“定位精度”指的是将工具(磨头)移向加工工件的加工位置时的实际移动值与理论移动值之间的误差,和“加工精度”等其他精度参数没有关系,在申报时一定要明确精度的种类。
6
84.61
切削金属或金属陶瓷的刨床、牛头刨床、插床、拉床、切齿机、齿轮磨床或齿轮精加工机床、锯床、切断机及其他品目未列名的切削机床
本税目的机床加工对象为金属或金属陶瓷,对控制方式、硬件结构的要求体现在具体子目和税号中,但是加工方式仅限于税目条文中标明的几种。由于这几种机床的贸易量和加工中心、镗铣机床等产品相比相对较少,因此一些商品并不区分是否数控,而有些商品不用区分硬件结构。
虽然本税目商品的加工工艺比较专业和拗口,但还是能在生活中找到原型,比如刨床,就是一个木工师傅用的刨子的机械放大版,刨刀或工件水平往复运动为主运动,工件或刨刀的间歇移动为进给运动。

图九:木工刨和刨床,工艺相同
7
84.62
加工金属的锻造(包括模锻)或冲压机床(图十);加工金属的弯曲、折叠、矫直、矫平、剪切、冲孔或开槽机床;其他加工金属或硬质合金的压力机
本税目的机床加工对象为金属,由于不属于切削机床,工具本身通常不需要做旋转运动。对控制方式的要求体现在具体子目和税号中,但是加工方式仅限于税目条文中标明的几种。
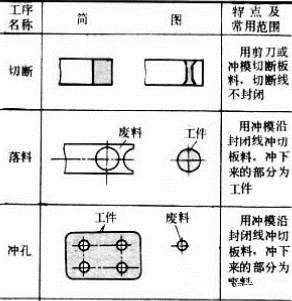
图十:常见的几种冲的工艺
8
84.63
金属或金属陶瓷的其他非切削加工机床
本税目的机床加工对象为金属或金属陶瓷,具体子目和税号对控制方式和硬件结构均没有要求,但是加工方式仅限于税目条文中标明的几种,子目的排列方式也就以加工方式为标准。
9
84.64-84.65
其他机床
这两个税目包含了前面八项所描述的所有机床,既包括加工中心、也包括车床、镗铣机床、磨床等切削机床和非切削机床,与之前税目的区别在于加工对象可以是各种材料但就是不能是金属或金属陶瓷。
10
84.66
专用于或主要用于品目84.56至84.65所列机器的零件、附件,包括工件或工具的夹具、自启板牙切头、分度头及其他专用于机器的附件;各种手提工具的工具夹具
虽然该税目的主体是机床的附件和零件,但必须注意的是该税目还包含了税目84.67项下手提工具(不属于机床)的工具夹具。
三、归类实践中的几个常见问题
1、当一种机床可以进行两种或两种以上不同类型的加工时,基本不存在按主要功能或从后归类的情形,而需视情况进行如下处理:
当用于加工各种材料的某种机床既符合税目84.56的规定,又符合税目84.57、84.58、84.59、84.60、84.61、84.64或84.65的规定,则应归入税目84.56(84章章注三)。即当机床具有特种加工能力时,优先按特种机床归类;
当处理金属的镗铣机床报验时,应归入税目84.59(税则列名);
当其他处理金属的机床在报验时具有两种或两种以上机械加工时,按加工中心、单/多工位组合机床和车削中心归入税目84.57或84.58(84章章注四);
上述情况均不符合的处理金属的多功能机床,如刀具不能自动更换(需停下机器后人工更换)的机床,才考虑按主要功能归类或从后归类(84.57品目注释);
当处理其他材料的机床在报验时具有两种或两种以上机械加工时,根据其加工对象相应归入84.64或84.65(税则列名)。
2、当一种机床可以对两种或两种以上税目列名的材质进行加工时,也不存在按主要功能或从后归类的情形,而需视为一种多用途机器按第八十四章注释七的规定归类(十六类类注总注释六),首先按主要加工的材质归入某个税目,不能确定主要加工对象材质的归入税目84.79。
3、机床产品在进出口环节经常存在关企归类争议,其实机床产品的归类原则相对简单,争议焦点往往不是法律条文如何适用而在于商品属性如何认定。因此,我们建议必要时可先行通过权威第三方鉴定方式确定商品属性,再将目光聚焦到规则适用上,如设在北京、上海、昆明三地的国家和机械工业机床产品质量检测中心,均为国内机床产品属性鉴定和指标测试的权威机构。
博裕机械进口报关行通过丰富的进口优势/经验/为解决客户在进口采购,进口申报,进口查验过程中的各种问题!
